Our company history
Blue Cube Systems (Pty) Ltd was established in 2001 with the purpose to develop, build and sell fast in-line mineral analysers for application in mineral beneficiation processes. A successful product, branded as the Blue Cube MQi in-line real-time mineral analyser, was developed and successfully demonstrated in 2004.
The company headquarters is located in Stellenbosch, South Africa with clients spread globally.

The Blue Cube MQi technology
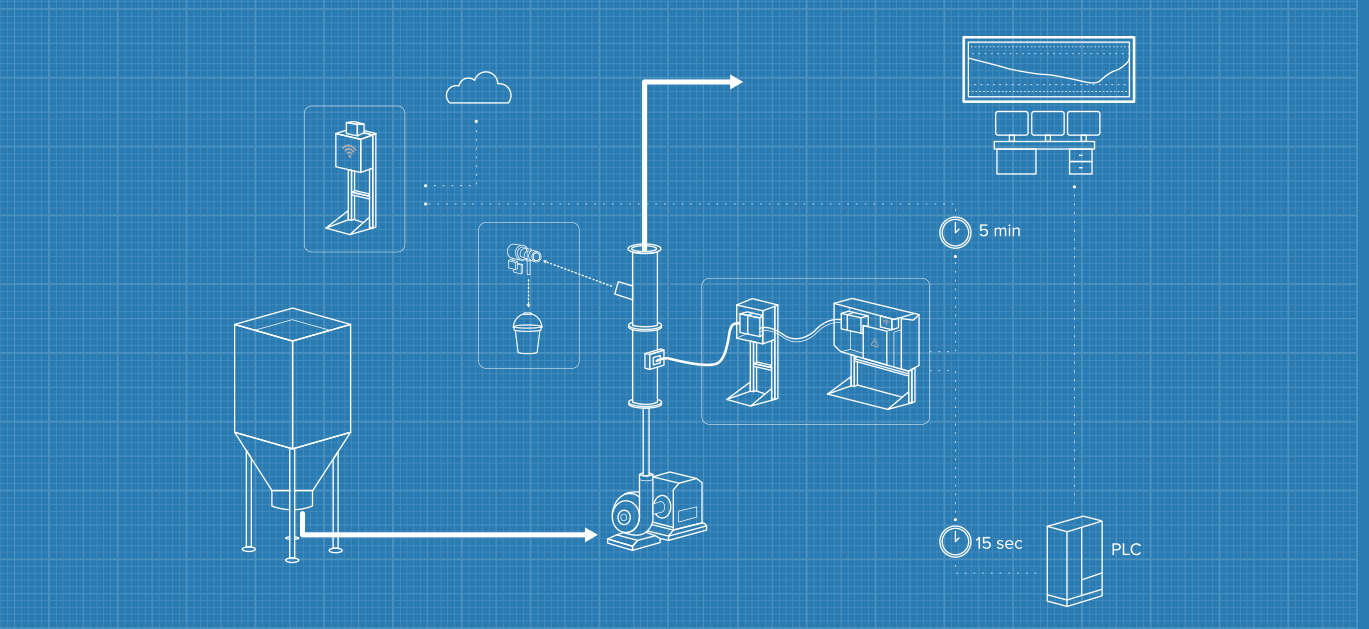
The Blue Cube MQi technology is based on reflective spectroscopy for slurry and dry applications and absorption spectroscopy for solutions. Calibration is achieved by comparison of the spectral profile of a sample to that of samples with known composition. An in-line sampler is mounted next to the optical scanner to ensure a close link between the optical scanner and the physical calibration sample. Every Blue Cube MQi is linked to the technical centre of Blue Cube Systems by an internet link that enables remote calibration by specialist technicians.
The build quality for all the products are robust and can handle the harsh conditions of a minerals separation plant. Output is via analogue signals or industrial protocols. The outputs are updated at 15-second intervals and follow process trends closely, satisfying the Nyquist norm for effective process control.